

1 产品特征
目前还没有用于油漆体积固体 (PVS) 测量的快速、简单和可靠的仪器和方法,因此对准确的 PVS 数据的经验有限,尤其是在工厂质量控制层面。用于测量和计算 PVS 的 ASTM 和 ISO 标准方法复杂而严格,需要熟练的人工干预,从而导致结果的不确定性。PVS的目标是通过引入PVS涂料体积固体仪器来改变这种现状。
PVS 是涂料的一项基本特性,对于涂料的大消费者特别有用。与油漆重量固体不同,PVS 提供真实的面积覆盖率(升/平方米)。
了解油漆的 PVS 将:
l 允许确定生产运行所需的油漆量,
l 允许设置涂布机以针对正确的干膜构建,以及
l 允许确定油漆的真实成本 – 人民币每单位面积。
本报告说明了 PVS 数据的用途和价值,并提供了 PVS仪器的三项重要试验的结果。它证明了这种方法的价值、易用性和准确性。
2 测试原理
简单来讲,PVS使用的基本方法涉及测量同一油漆样品的湿膜和固化膜。
PVS方法包括以下步骤:
1. 在精确设计的基材上涂上一滴油漆,该基材大约与显微镜载玻片大小差不多,
2. 使用特殊的下拉工具将液滴铺成狭窄的薄膜。
3. 将油漆加载到样品架上;在对流/红外烘箱中固化前后对其进行扫描。
虽然原理简单,但使用高精度机制和创新软件来实现一致性和准确性。在测量湿膜之前,需要快速制备样品,以尽量减少溶剂蒸发。掌握该程序可以很快完成,不同操作员在短短一小时的培训和练习后即可获得一致的结果。
3 与传统方法的比较
与PVS相比,用于油漆体积固体测量的 ASTM、ISO 和 AS(澳大利亚标准)方法有三个明显的缺点,如下所示:
1. 它们不会固化烘箱温度约为 130 摄氏度的油漆。因此,结果不能直接与线圈油漆线条件进行比较。
2. 这些方法复杂且劳动密集型,涉及许多测量和计算,并需要大量的人工干预。测量包括在空气中和浸入水中对样品进行高精度称量(以计算干漆样品的体积)。需要溶剂密度的高级知识,并且需要熟练的实验室技术人员来执行该方法。考虑到所有步骤和所涉及的主观性,结果可能因实验室而异且不一致,正如我们在此处报告的试验中所看到的那样。
3. 此外,一项测试需要两个小时才能完成。每个样品需要两次测试,然后将结果取平均值;因此,每个油漆样品需要 4 小时。
4 PVS评估测试
PVS的工业规模试验侧重于:
l PVS1 结果与 ASTM 和 ISO 标准测试结果的比较,
l 使用 PVS1 进行 PVS 测量的一致性,以及
l PVS1 数据与所选大体积涂料的油漆线使用和干膜厚度预测的相关性。
这些试验是与 8 家跨国涂料制造商和卷材涂料商合作进行的。PVS用于测试选定的油漆,它们也进行了独立测试。其中 3 项试验的结果报告如下:
l 试验 1 - 7 种大批量涂料的试验,将生产线使用情况与基于PVS和两个使用 ASTM 方法的独立实验室的数据的预测进行比较;
l 试验 2 - 4 种涂料的试验,将PVS结果与使用 ISO 方法的两个独立实验室进行比较。其中一种油漆经过 13 次测试,以比较结果的一致性
l 试验 3 – 对 5 种涂料进行的系列试验,其中PVS用于根据湿膜形成测量预测干膜形成。
试验 1 –PVS结果与线条涂料使用的相关性
选择了七种高使用率涂料,包括:
l 三种引物,
l 两个支持者
l 两道面漆。
PVS 由 2 个独立实验室使用 ISO 方法测量,并使用 PVS1 仪器测量。油漆使用数据是在几周的生产中收集的。跟踪涂层表面积、油漆体积和广泛的厚度测量值,以计算基于油漆线的使用情况和基线 PVS 结果。
表 1 给出了 PVS、两个实验室和生产的 PVS 结果。
表 1 包括每种方法的预测和实际油漆消耗量之间的误差 - (升/平方米)。此差异以百分比表示。
Table 1 ‐ PVS Results ‐ Trial 1 | |||||||
Paint | Top Coat | Top Coat | Backer | Primer | Backer | Primer | Primer |
ID | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
A) Paint Volume Solids % (PVS) | |||||||
LAB 1 | 44.9 | 49.6 | 43.8 | 21.7 | 41.9 | 45.3 | 21.6 |
LAB 2 | 44.5 | 50.8 | 49.8 | 21.87 | 43.9 | 44.88 | 29.42 |
Line | 44.5 | 44.4 | 45.1 | 23 | 37.4 | 42.2 | 24.5 |
PVS1 | 44.7 | 43.3 | 47.4 | 22.7 | 37.9 | 43.1 | 23.8 |
Nominal | 46.9 | 48.7 | 46.5 | 26.9 | 46.9 | 46 | 26.9 |
B) Percentage Difference Between Predicted and Actual Paint Usage | |||||||
LAB 1 | ‐1.0% | ‐11.6% | 2.8% | 5.6% | ‐11.9% | ‐7.4% | 11.9% |
LAB 2 | 0.0% | ‐14.4% | ‐10.4% | 4.9% | ‐17.4% | ‐6.4% | ‐20.1% |
Line | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
PVS1 | ‐0.4% | 2.5% | ‐5.1% | 1.3% | ‐1.3% | ‐2.1% | 2.9% |
Nominal | ‐5.4% | ‐9.7% | ‐3.1% | ‐17.0% | ‐25.4% | ‐9.0% | ‐9.8% |
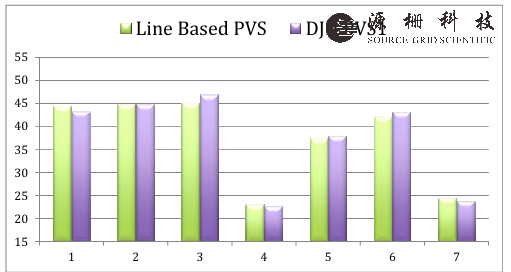
下面的图 2 和图 3 分别将实验室与线数据进行了比较,并将 PVS测试结果 与线 PVS 结果进行了比较。
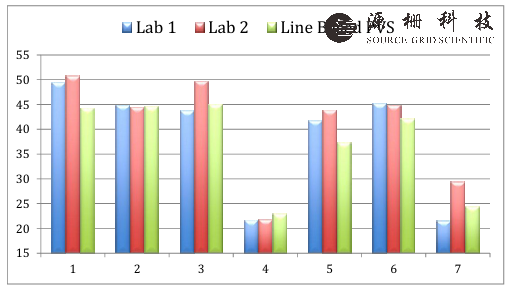
实验室 1 和 2 显示其中 4 种涂料的一致性,涂料 3 和 7 的差异分别为 6% 和 8%。
与 PVS测试条件相比,ISO(和 ASTM)的测试程序和条件存在显著差异。与 ISO 方法不同,PVS的固化周期短,并达到相当于在线固化温度的涂料峰值温度,即高于涂料交联温度。固化条件的这些差异很大,足以解释PVS与 ISO 或 ASTM PVS 结果之间的差异。
实验室 1 和 2 预测 7 种涂料的油漆覆盖率(或所需油漆量)的平均绝对误差分别为 7.4% 和 10.5%,PVS1 为 1.9%。
试验 2 – PVS和 ASTM 方法结果一致性的比较
这个简单试验的目的是通过对几种油漆进行多次测试来建立和比较测试方法的典型一致性。测试了四种面漆,包括两种聚酯、一种氟化合物 (PVDF) 和一种 SMP。
使用 PVS对所有油漆样品进行两次测试,间隔一周,以比较测量的一致性。
样品 4 由 PVS和实验室 B 测试十 (10) 次。其他三种涂料由实验室 A 和 B 进行了两次测试。由于 PVS测试程序执行速度很快,因此使用该方法对油漆样品 1、2 和 3 各进行了 6 到 10 次测试。
所有结果均见附录 1,表 2 中总结。
Sample & Analysis ID | Average PVS | Standard Deviation | % Differences in PVS | |||||||
Paint Sample |
Session | Nominal PVS |
PVS1 |
Lab A |
Lab B |
PVS1 |
Lab B | PVS1 vs. Lab A | PVS1 vs. Lab B | Lab A vs. Lab B |
1 | 1 | 53 | 57.7 | 57.1 | 52.7 | 0.41 | 1.0 | 5.4 | 4.4 | |
2 | 58.4 | 0.31 | ||||||||
2 | 1 | 48 | 49.7 | 60.1 | 72.0 | 0.59 | ‐1.4 | ‐11.3 | ‐9.9 | |
2 | 49.7 | 0.64 | ||||||||
3 | 1 | 51 | 56.0 | 58.4 | 53.7 | 0.77 | ‐2.4 | 2.3 | 4.7 | |
2 | 56.0 | 0.81 | ||||||||
4 | 1 | 43 | 46.2 | 48.1 | 50.8 | 0.26 | 0.95 | ‐1.8 | ‐4.6 | ‐2.8 |
2 | 46.2 | 0.52 | ||||||||
油漆样品 4 经过 13 次测试,结果显示实验室 B 和 PVS的 PVS 标准差分别为 0.95 和 0.38。
比较间隔 1 周进行的测试结果(第 1 节与第 2 节)表明 PVS数据是一致的。
试验 3 – 从湿膜和 PVS测量中预测干膜厚度
该试验在澳大利亚的一条卷材涂装线上进行。PVS用于测量 PVS,湿膜厚度在生产前使用 WFM测量。
预测干膜厚度还需要结合其他标准,例如油漆转移效率。解释一下 - 反向涂层在涂布辊和条带之间表现出一种称为“泄漏”的现象。这导致了我们的研发部门根据之前使用WFM技术对这种涂布机的研究估计出的转移效率因子。
该试验的结果见表 3。
Paint Run | PVS1 Data | Measured WFT (mils) | Predicted DFT (mils) | Measured DFT (mils) | Predicted to Measured Variance (mils) |
1 | 1.7 | 1.9 | 0.8 | 0.8 | 0.04 |
2 | 1.8 | 2.0 | 0.9 | 0.9 | 0.00 |
3 | 1.9 | 1.8 | 0.8 | 0.8 | 0.02 |
4 | 1.7 | 2.0 | 0.8 | 0.8 | 0.00 |
5 | 1.5 | 2.1 | 0.8 | 0.8 | 0.04 |
该试验证明了估计 DFT 的能力在 0.04 mils 方差以内,平均在 0.o2 mils 以内。
虽然这项试验的结果令人印象深刻,但其能力已在美国客户的高产能卷材涂装线上得到证实。在该生产线上使用 PVS可立即改善薄膜厚度管理,并将投资回收期缩短至不到三个月。
5 总结和结论
PVS提供:
1. 准确一致的 PVS 数据和易用性,
2. 基于应用面积的油漆真实成本,
3. 操作简便,分析周期为 5 分钟,
4. 预测生产中的涂料消耗的能力
5. 预测干膜构建的能力。
用于 PVS 测量的 ASTM、ISO 和澳大利亚标准方法非常耗时,不能复制生产线条件,也不能提供良好的可重复性和准确性。
PVS是第一台适合在工厂中使用的仪器,也是第一台可在 6 分钟内测量油漆体积固体的仪器。
该仪器比其他任何仪器都更能通过提供卷材涂料生产线高效运行所必需的基本有用涂料数据来提供快速回报。
APPENDIX 1 ‐ ALL RESULTS FROM TRIAL 2 | |||||
Analysis Session | Paint Sample | Colour | PVS1 PVS | Lab A PVS | Lab B PVS |
1 | 1 | Cream | 57.9 | 56.5 | 53.2 |
1 | 1 | Cream | 57.4 | 57.7 | 52.2 |
1 | 1 | Cream | 58.2 | ||
1 | 1 | Cream | 57.4 | ||
2 | 1 | Cream | 58.8 | ||
2 | 1 | Cream | 58.1 | ||
2 | 1 | Cream | 58.4 | ||
1 | 2 | Grey | 49.3 | 50.6 | 59.9 |
1 | 2 | Grey | 50.4 | 51.7 | 62.1 |
1 | 2 | Grey | 49.5 | ||
2 | 2 | Grey | 49.4 | ||
2 | 2 | Grey | 49.2 | ||
2 | 2 | Grey | 50.4 | ||
1 | 3 | Beige | 55.4 | 57.9 | 54.3 |
1 | 3 | Beige | 56.5 | 59 | 53.2 |
1 | 3 | Beige | 56.8 | ||
1 | 3 | Beige | 55.4 | ||
2 | 3 | Beige | 56.8 | ||
2 | 3 | Beige | 54.6 | ||
2 | 3 | Beige | 56.2 | ||
2 | 3 | Beige | 56 | ||
2 | 3 | Beige | 55.9 | ||
2 | 3 | Beige | 56.8 | ||
1 | 4 | Primrose | 46.2 | 47.3 | 51.5 |
1 | 4 | Primrose | 46.4 | 48.8 | 49.7 |
1 | 4 | Primrose | 46.4 | 49.2 | |
1 | 4 | Primrose | 45.8 | 50 | |
1 | 4 | Primrose | 46.4 | 50.8 | |
2 | 4 | Primrose | 47.1 | 50.8 50.9 51.9 51.7 51.9 | |
2 | 4 | Primrose | 46.3 | ||
2 | 4 | Primrose | 45.9 | ||
2 | 4 | Primrose | 45.8 | ||
2 | 4 | Primrose | 46.1 | ||
6 技术参数
l PVS 尺寸:230 毫米宽 x 410 毫米深 x 340 毫米高
l 机器重量:15 公斤
l 电源:240V 或 110V 50/60 Hz 交流电,10 安培。
l 测量精度:+/- 0.5%
l 测量再现性:+/- 1%

 售前咨询专员
售前咨询专员
